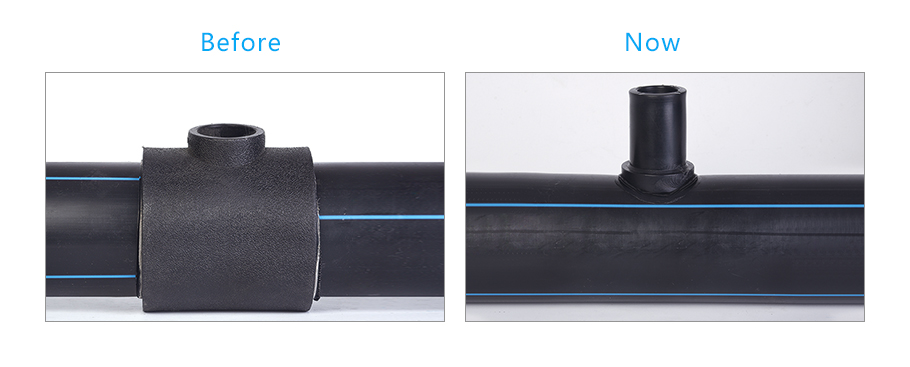
Laum me ntsis rau weld hauv eeb




Yas Yeeb Qhov Pom Pom (Laum me ntsis rau lub weld-hauv eeb)
Kev xyaum tshwj xeeb rau kev tho qhov zoo tshaj plaws ntawm lub qhov hauv cov yeeb nkab loj rau mount weld-hauv saddles ntawm txhua hom.
Nws tsuas yog siv ntawm PP-R yeeb thiab HDPE yeeb nkab. Qhov no yog qhov tsim nyog siv los tsim qhov qhov raug rau ua ceg ntawm cov yeeb nkab.
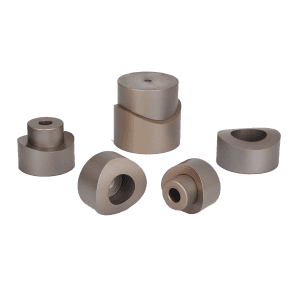
Lub qhov dej pom yog cov cuab yeej tshaj lij ua ntej vuam tsoo. Peb lub qhov pom lub taub los ntawm 20mm txog 110mm.
Lub pob ntawm Yas Yeeb Nkab Lub Qhov Pom: Lub thawv yas raws li hauv qab no
Cov kauj ruam rau Siv Qhov Qhov Pom:
1. Xaiv lub qhov zoo raug pom raws li txoj kab uas hla ntawm ceg ntawm txoj kab loj.
2. Kho lub qhov taub tau pom rau lub laum hluav taws xob.
3. Tho lub qhov rau ntawm lub pas dej loj.
4. Rub lub qhov uas tau pom tawm thiab ntxuav qhov seem ntawm lub qhov.
Laum me ntsis rau qhov weld-hauv saddles loj raws li hauv qab no:
| 20 hli | 40 hli | 75 hli |
| hli 25 | 50 hli | 90mm |
| 32mm | 60 hli | 110mm |
Weld-insaddle vuam txheej txheem raws li nram qab no:
1.Drilla qhov tab sis yog tus yeeb nkab phab ntsa nrog rau lub laum. Them ntau dua cov xim nyob rau hauv qhov tob ofthe xyaum.
2.Qhov lub qhov muaj nrog cov ntaub los yog phuam caj dab. Lub vuam txheej yuav tsum beclean thiab qhuav. Rau stabi composite kav tshem tawm tas ntawm cov txhuas ntawm cov laum ntawm qhov drilled los ntawm chamfering ntug ntawm lub qhov.
3.Yog thaum txuas lub tshuab txuas (socket) nyob, tos kom txog thaum lub tshuab qhia tau tias ncav lub sijhawm ntawm lub sijhawm ua haujlwm (260 ° ± 2 °). Thawb lub eeb cua sov cov cuab yeej nrog cov spigotinto lub yeeb nkab lub qhov thiab lub hauv siab rau hauv lwm yam cuab yeej. Sov cov yeeb nkab nto thiab cuam tshuam rau 30 feeb.
4.Once lub ntxub txheej txheem yog tshaj tshem tawm cov socket welder ad thawb lub saddles spigotinto cov yeeb nkab qhov nrog ib lub teeb siab kom txog thaum lub qhov chaw raws li nkaus. Keeppressing txog 15-20 seconds. Cia tus txha txias cia rau 20 feeb beforemaking lub siab xeem.